



SCP - Přidržovací kolíky pro lisy s měřením upínací síly
Tyto "chytré kolíky" slouží k bezdrátovému měření upínacích síl mezi přidržovacím kolíkem a plechem při plošném tváření.
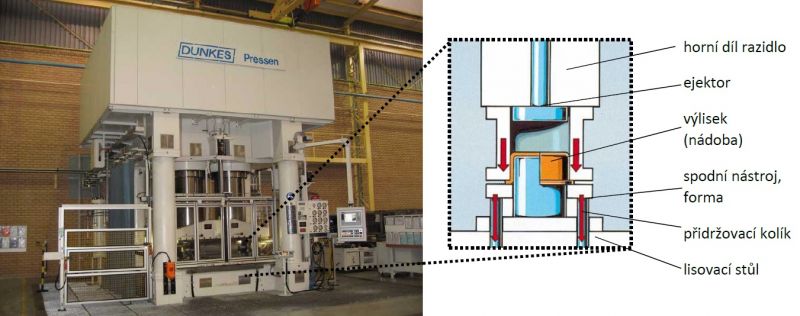
Během naladění procesu lisování musí být parametry technologií a parametry nástroje optimalizovány nebo upraveny. Zvláštní důležitost má v tomto případě upínací síla mezi přidržovacím kolíkem a plechem, který je lisován. Obr. 1 znázorňuje činnost lisu při lisování jednoduché kovové nádoby. Rameno pohybuje horní matricí směrem dolů a táhne plech přes razník. V souladu s posuvnou silou kolíku je plechová deska upnutá a současně uvolňována řízeným způsobem, aby se zajistil řízený tok plechového materiálu do tvarovací zóny. Pokud je upínací síla upínacího kolíku příliš nízká, při tvarování dochází k neúmyslnému zvrásnění a smršťování výrobku. Je-li upínací síla příliš vysoká, je tok nořícího materiálu do tvarovací zóny příliš silně blokován, což má za následek praskliny. Upínací síly jsou základní technické parametry, jejichž přesná znalost má vysokou hodnotu pro diagnostiku poruch a monitorování procesu.
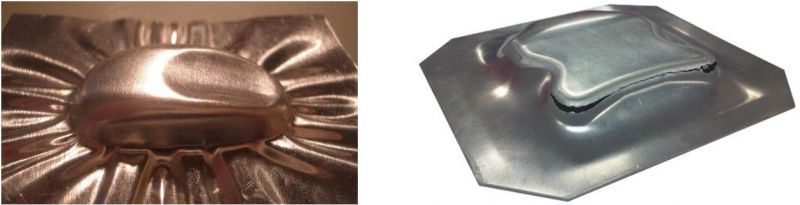
Upínací síla příliš nízká – zvrásnění, upínací síly příliš vysoká - praskání
Obrázek 2: Příklady chyb tváření v důsledku neoptimálních upínacích sil plechu
Podle studie RWTH Aachen, je zkušební (tréninkový) proces spojen s 21% náklady na nástroj, přičemž studie vychází z konvenčního zkušebního procesu založeného na odborných znalostech specialistů. Přesná znalost skutečných podmínek sil v povrchovém kontaktu mezi razidly a plechem je potenciál k výraznému zkrácení a zkvalitnění zkušebního procesu pro nové nebo revidované tvářecí nástroje. Tímto je možno nahradit princip pokus / omyl na základě neúplných poznatků o procesu. Na základě přesné znalosti upínacích sil mezi lisovníkem a plechem mohou být časové / pracovní nároky při výměně razníků sníženy o cca 30% až 50%.
Prostřednictvím chytrých kolíků s integrovanou elektronikou pro měření síly se síla v kolících detekuje přímo ve tvarovací matrici. Data měření jsou přenášena bezdrátově do řídicí jednotky stroje nebo do vyhodnocovací jednotky, kde je vypočten a vizuálně zobrazen digitální "otisk" skutečné distribuce síly v lisovnici. Tento otisk slouží na jedné straně jako pomůcka pro přepracování nových nebo revidovaných matric a současně může být otisk sil použit i během probíhající výroby pro monitorování stavu, kdy dochází k trvalému dodržování zjištěných skutečných sil s povolenými limity procesu / nástroje. Tak může být odhaleno opotřebení v rané fázi a může být zabráněno poškození hlavního nástroje nebo výrobě zmetků.
Pro koncového uživatele je použití chytrých kolíků velmi podobné použití standardního kolíku. Obsluha lisu jednoduše vloží chytrý kolíky namísto standardních kolíků do otvorů, které jsou umístěny ve stole lisu nebo v desce stolu (viz obrázek 3). Protože to nevede k žádné dodatečné montážní činnosti, lze očekávat vysoký stupeň přijetí ze strany obsluhy. Vyhodnocovací jednotka vyčítá při každém zdvihu lisu maximální a střední hodnotu přídržné síly z každého měřicího kolíku a zobrazí změřené hodnoty v číselné nebo grafické formě.
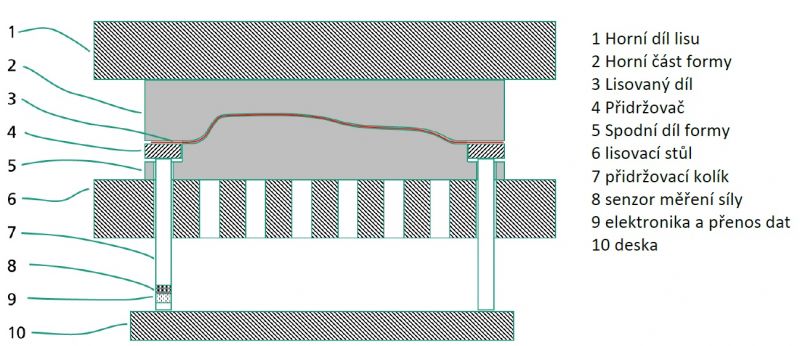
Obrázek 3: Schéma - využití chytrý kolíků v lisu
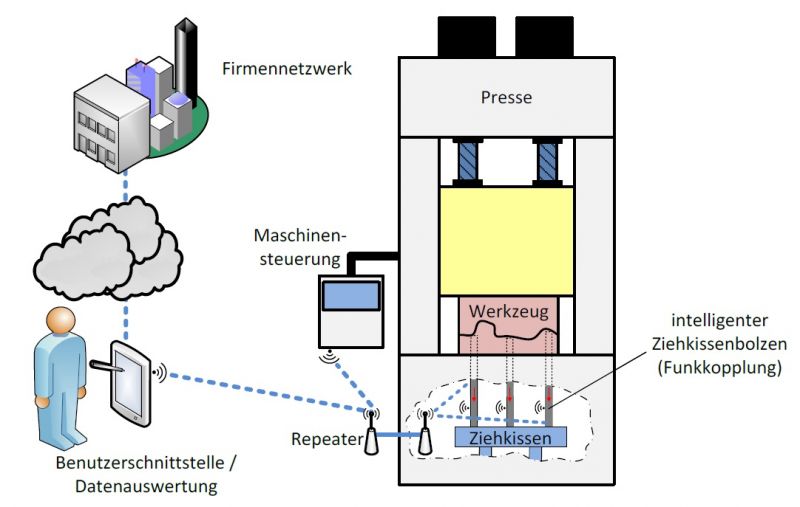
Obrázek 4: Topologie systému chytrých přidržovacích kolíků a tok dat ve výrobě
Základní technické parametry:
- měření maxima a střední hodnoty přídržné síly při taktu lisu od 60 zdvihů/min
- Průměr měřicího kolíku 38 – 100 mm
- Délka měřicího kolíku od 297 mm + výměnné prodlužení
- Maximální zatížitelnost od 100 kN (pro průměr 38 mm)
- přesnost měření < 1%
- výdrž nabíjecí baterie v měřicím kolíku 6-12 měsíců dle aktivního používání
Projekt TF04000049 - Chytrý kolík přidržovače pro lisy pro plošné tváření plechu byl řešen s finanční podporou TA ČR

